If you're intrigued by the advancements in machine learning and its transformative impact on computer vision, you're not alone. Today, we'll unveil seven surprising applications of machine learning in computer vision that promise to enhance efficiencies and elevate manufacturing standards. Get ready to discover how these innovations can improve product quality and streamline operations.
Discover 7 Key Applications of Machine Learning in Computer Vision
Discover How Machine Vision Systems Transform Industries
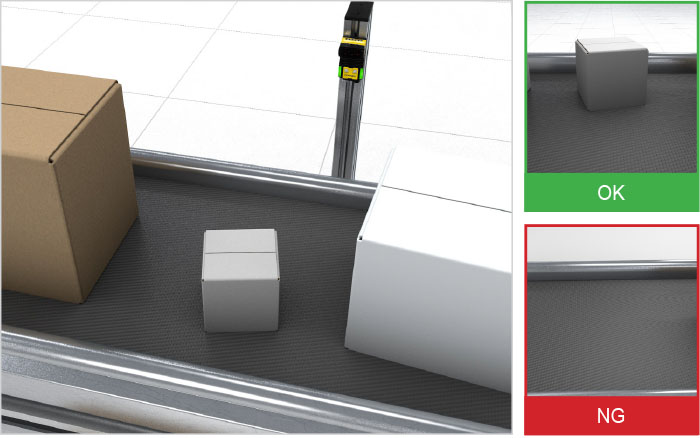
In today’s fast-paced manufacturing environment, manual inspections can lead to costly errors and inefficiencies. Machine vision systems offer a solution by automating inspections, enhancing reliability, and increasing throughput. These advanced systems utilize machine learning and computer vision to analyze real-time data with precision, ensuring that your production line operates smoothly and efficiently. By leveraging 3D mapping, these systems adapt to varying lighting and part positions, providing superior reliability and security in quality control. Explore the benefits of adopting machine vision systems for your operations, and take action today to improve your processes by contacting us for more information.
- Higher inspection reliability with 3D mapping resilient to changes in lighting and position
- Faster throughput with advanced image acquisition technologies
- Easier deployment and maintenance with integrated smart cameras
- Improved robot guidance and ability to handle complex tasks
Top 7 Applications of Machine Learning in Computer Vision
Machine learning is revolutionizing the field of computer vision, providing innovative solutions that enhance security and operational efficiency. By integrating these technologies, industries can achieve not just automation, but also a significant boost in accuracy and reliability. Here are the top seven applications that demonstrate the power of machine learning in this domain, illustrating how businesses can leverage these advancements for improved outcomes.
- Automated quality inspection in manufacturing
- Object detection and recognition in retail and security
- Medical image analysis for diagnosis support
- Autonomous vehicle navigation and obstacle detection
- Facial recognition for access control and personalization
- Agricultural monitoring and crop analysis
- Robotic guidance for complex assembly tasks
How Machine Learning Enhances Computer Vision Performance
In the world of traditional computer vision systems, the ability to interpret and analyze visual data was often constrained by limited algorithms and processing power. As demands for accuracy, speed, and adaptability grew, these systems faced significant challenges in meeting the evolving needs of various industries. With the advent of machine learning, a transformative solution has emerged. How can machine learning enhance the performance of computer vision systems? By leveraging advanced algorithms, machine learning can dramatically improve accuracy through real-time data analysis, enhance speed by optimizing processing times, and increase adaptability to unique environments and conditions. This technology not only addresses the limitations of traditional systems but also elevates their capabilities to unprecedented levels.
To learn more about how Machine Vision Systems can revolutionize your manufacturing processes, visit our detailed product page here.
Featured Products

In-Sight 2000
In-Sight 2000 provides reliable image processing in a compact form for entry-level automation.
View Details
In-Sight 2000 Vision Sensors
The In-Sight 2000 Vision Sensors offer advanced processing power in a compact form.
View Details
DataMan 290
DataMan 290 excels in reading barcodes in a variety of conditions, making it ideal for standard applications.
View Details
Machine Vision Systems
Machine Vision Systems are essential tools that improve product quality and automate inspections in manufacturing. These...
View Details
In-Sight 2000 Mini Vision Sensors
The In-Sight 2000 Mini Vision Sensors provide precision in tight spaces for quality checks.
View Details
Vision Sensors
Vision sensors are pivotal in detecting features and verifying assembly in automated processes.
View Details
In-Sight 3800
In-Sight 3800 offers robust features for versatile inspection tasks in various industries.
View Details
Barcode Readers
Barcode Readers are vital for tracking products and managing inventory efficiently across multiple applications. They en...
View Details
DataMan 80
DataMan 80 delivers efficient scanning for various barcode types in demanding environments.
View Details
DataMan 390
DataMan 390 is designed for high-speed and high-resolution applications, ensuring reliable barcode reading.
View Details
In-Sight 2800
In-Sight 2800 is a high-performing vision system designed for complex manufacturing environments.
View DetailsGet Started with Advanced Machine Vision Today
In the landscape of manufacturing, the challenges of manual inspection can feel overwhelming. Before adopting advanced machine vision systems, you might have faced issues with inconsistent product quality and slow inspection processes that left you vulnerable to errors. Imagine transitioning to a world where automated precision ensures every product meets the highest standards, freeing your team from the burdens of manual checks. With Mécatronique Solutions’ Machine Vision Systems, you can enhance inspection reliability, speed up throughput, and simplify deployment. Ready to secure your manufacturing process with cutting-edge technology? Let's connect and explore how you can elevate your operations.
Frequently Asked Questions About Applications of Machine Learning in Computer Vision
What are the main applications of machine learning in computer vision?
Machine learning is revolutionizing computer vision across various industries. Key applications include inspection for quality control in manufacturing, object detection for security systems, advanced medical imaging for diagnostics, and autonomous vehicles that navigate complex environments. These innovations improve accuracy and efficiency, driving better outcomes.
How do machine vision systems improve manufacturing processes?
Machine vision systems enhance manufacturing by providing higher inspection reliability, enabling faster throughput, and simplifying maintenance. With capabilities like 3D mapping and integrated smart cameras, these systems ensure accurate measurements and seamless factory integration. For more details on how these benefits can enhance your operations, check our product page.
Can machine learning handle complex tasks in computer vision?
Yes, machine learning enables systems to perform complex tasks such as robot guidance and intricate assembly processes. By leveraging true 3D data, these systems assure security and reliability while enhancing operational efficiency.
Where can I learn more about machine vision solutions?
To explore more about machine vision solutions and their applications, visit Mécatronique Solutions’ product page. We encourage you to reach out for personalized support tailored to your specific needs.