
Vision Inspection Systems Integrator
The Role of machine vision system in Quality Control
In modern manufacturing processes, accurate control is of utmost importance to ensure that products meet the desired standards. Machine vision play a critical role in enhancing control by automating the inspection control and providing accurate and reliable results. These systems utilize advanced technologies such as cameras, sensors, lighting, and software to capture and analyze images or data from the production line.
One of the key roles of machine vision in accurate control is to detect defects, inconsistencies, or abnormalities in products. By examining the visual attributes of the material handling the items, such as color, shape, texture, or dimensional accuracy, these inspection systems can identify any deviations from the desired specifications. This allows for immediate corrective measures to be taken, preventing the production of faulty or substandard products.
Moreover, machine vision systems enable faster and more precise inspections compared to manual methods. They can perform inspections at high speeds without compromising precision, ensuring efficient production processes. By automating the inspection process, machine vision system eliminate human error and variability, leading to improved consistency and reliability in control.
Benefits and Applications machine vision solutions
The implementation of automated machine vision brings a multitude of benefits and finds applications across various manufacturing industries too. One of the key advantages is the significant improvement in inspection control.
Automated systems can detect minute defects or abnormalities that may not be visible to the human eye. This ensures that only products meeting the highest quality standards are released into the market, thereby improving accuracy and reducing the risk of customer dissatisfaction, product recalls, and associated costs.
Increased productivity
Another benefit is the increased speed and productivity achieved through the automation of inspection processes. Machine vision can perform inspections at high speeds without compromising accuracy. This results in faster, product quality and throughput, reduced manual labor requirements, and improved overall production efficiency. By automating inspections, businesses can optimize their manufacturing processes and achieve higher levels of productivity.
Enhanced data collection and analysis capabilities
Automated machine vision system also offer enhanced data collection and analysis capabilities. These machine vision algorithms and systems can capture and store vast amounts of data, providing insights into production trends, quality metrics, and identifying potential areas for precision improvement. By leveraging this data and artificial intelligence, businesses can make informed decisions to optimize processes, reduce waste, and drive continuous improvement.
Key Components of a machine vision systems integrator
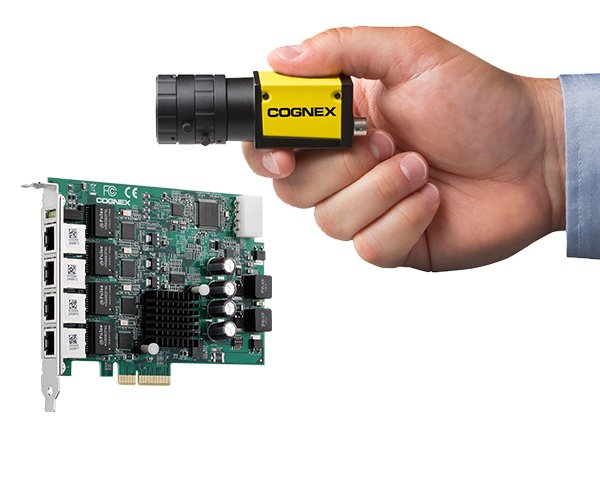
Cameras
Cameras are the eyes of the vision machine or deep learning it. They capture images or videos of the material handling products or components being inspected. High-resolution cameras with advanced sensors ensure clear and detailed images, allowing for precise analysis and detection of defects.
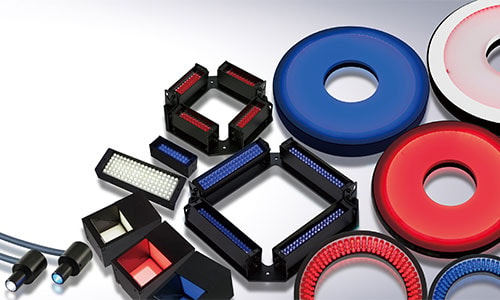
Lighting
Lighting plays a crucial role in machine vision. Proper and controlled lighting conditions are essential to ensure optimal image quality. Different lighting techniques, such as direct lighting, backlighting, or diffused lighting, are used based on the specific requirements of the inspection. Illumination helps highlight specific features, control reflections, and enhance contrast for more accurate analysis.
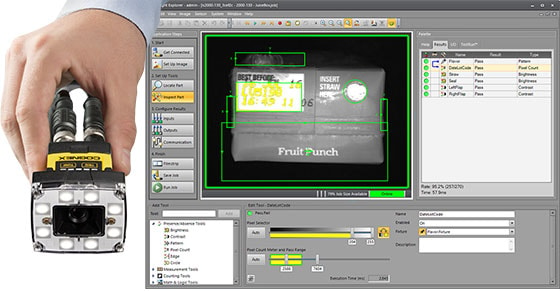
Software
Software is the brain of the vision inspection system. It performs image processing, analysis, and decision-making. Advanced algorithms and machine and deep learning, techniques are employed to interpret the captured images, detect defects or anomalies, and classify products based on pre-defined criteria.

Sensors and actuators
Sensors and actuators are additional components of a vision inspection system. Sensors gather data on factors such as speed, position, or motion, providing critical information for synchronization and triggering of inspections. Actuators, on the other hand, allow the system to interact with other components or devices, such as ejecting defective products from the production line.
Common Challenges in Implementing Vision Systems
Implementing machine vision technology can present challenges that need to be overcome to ensure successful development, integration and optimal performance. Being aware of these challenges helps businesses navigate potential hurdles and maximize the benefits of using machine vision technology.
Lighting and environmental conditions
One common challenge is lighting and environmental conditions. Ensuring consistent and appropriate lighting conditions is crucial for accurate image capture and analysis. Variations in ambient lighting, shadows, reflections, or challenging surface textures can impact the effectiveness of the inspection. Proper design and selection of lighting solutions, along with adjustments in camera settings, help overcome these challenges.
Speed and throughput requirements
Speed and throughput requirements can also pose challenges in machine vision. High-speed production lines demand rapid image capture and processing, requiring specialized hardware and software solutions that can handle the increased speed without compromising process. Striking the right balance between speed and precision is crucial.
Complex inspection scenarios
Complex inspection scenarios, such as highly reflective surfaces, transparent objects, or complex geometries, can pose challenges for vision inspection systems. Ensuring adequate lighting, employing advanced algorithms and techniques tailored to specific requirements, and careful calibration and system setup help machine vision solutions overcome these complexities.
Integration with existing production lines
Integration with supply chain and existing production lines is another challenge. Those machine vision need to be seamlessly integrated with the supply chain and existing supply chain infrastructure, including conveyors, robotics, or other equipment. Ensuring compatibility, synchronization, and efficient data exchange requires expertise in system integration and collaboration with other supply chain stakeholders.
Types of Vision Systems
Machine vision system encompass a variety of technologies and solutions designed to perform automated visual inspections in manufacturing processes. Understanding the different types packaging applications of machine vision available is essential for businesses and industries seeking to implement effective quality control measures.
Optical-based vision systems
One common type machine vision technology is optical-based vision inspection systems, which utilize cameras and sensors to capture and analyze images for defects or inconsistencies. These systems can detect surface defects, measure dimensions, read codes or labels, and perform various other types of inspections based on visual cues. Optical-based systems are widely used across industries such as automotive, electronics, pharmaceuticals, and packaging.
Laser-based machine vision
Another type is laser-based for machine vision applications, which employ lasers to scan and analyze objects or surfaces for dimensional accuracy, shape detection, or surface profile inspections. Laser-based vision systems offer high precision and are particularly suitable for applications requiring detailed measurements or complex geometries.
Thermal-based machine vision solutions
In addition, there are thermal-based and machine vision applications that use thermal imaging cameras to detect temperature variations or anomalies in products or processes. These systems are commonly used in industrial research and for quality control in industries such as food and beverage, where temperature monitoring is critical.
X-ray based vision systems
Furthermore, X-ray based machine vision are utilized to inspect internal structures or components that are not visible to the naked eye. X-ray machine vision integration systems can detect defects, foreign objects, or inconsistencies in products, making them valuable in industries such as consumer goods such as electronics, aerospace, and medical devices.
Integrating machine vision into Manufacturing Processes
Integrating machine vision systems into manufacturing processes offers numerous benefits, including improved quality control, enhanced efficiency, and increased productivity. The integration process involves careful planning rapid prototyping, implementation, and optimization to ensure seamless integration with existing equipment and production lines.
Analysis of the process
The first step in integrating machine vision system is conducting feasibility studies and a thorough analysis of the manufacturing processes and identifying critical areas that require inspection. Understanding the specific quality control requirements, such as defect detection, measurement accuracy, or code barcode reading, helps in selecting the appropriate vision system.
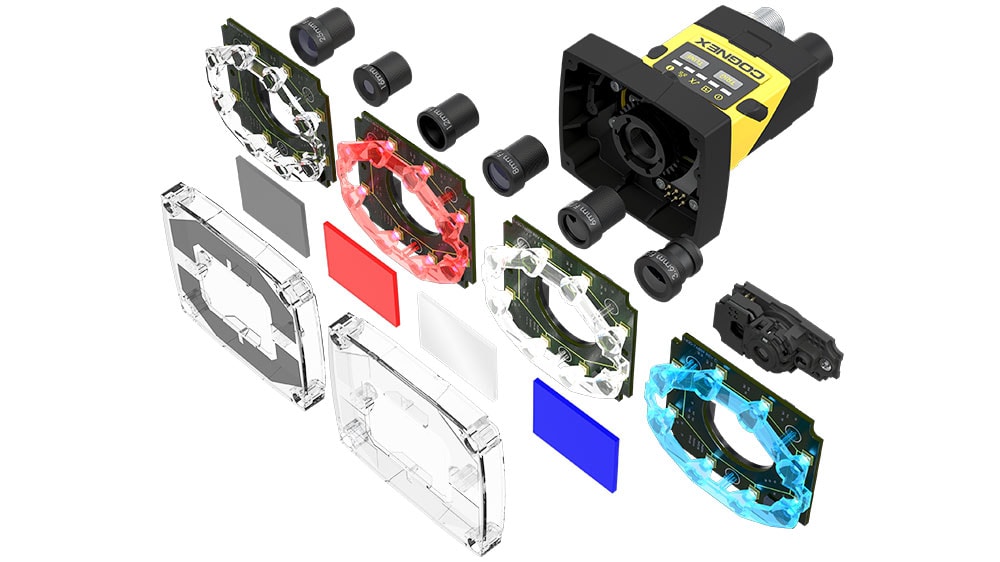
Selection of hardware components
Next, selecting the right hardware components and software for the vision system is crucial. This includes choosing cameras, sensors, lighting systems smart cameras, and image processing software that align with machine vision applications and the inspection objectives and match the specific production environment.
Integration process
After selecting the components, the integration process involves physical installation, calibration, and configuration of camera hardware into the vision system. Proper positioning and alignment of cameras, optimization of lighting conditions, and setting up communication interfaces are essential steps for achieving accurate and reliable inspection results.
Test and validation
Once the vision inspection system is installed, comprehensive testing and validation of machine vision quality inspection system are performed to ensure that it meets the required performance standards. This includes verifying that the quality inspection system can accurately detect defects, measure dimensions, read codes, and perform other specified inspections.
Periodic calibration
Ongoing maintenance, periodic recalibration, and continuous monitoring of the vision inspection system are necessary to maintain optimal performance. Regular software updates, inspection parameter adjustments, and troubleshooting play a vital role in ensuring long-term reliability and effectiveness.
Benefits of Vision Systems
Those machine vision systems are great to control systems for many manufacturing industries. Even with their existing equipment, they possess deep learning solutions such as image based deep learning, optical character recognition and other sorting applications. They can be a real game changer for industrial vision solutions needs. Industries benefits many success such as increase speed, improved accuracy and many more. Mecatronique Solutions offer machine vision systems turnkey solutions for manufacturing process that needs automated solutions.
Improved quality control
One of the key benefits is improved quality control. This machine vision provide accurate and consistent detection of defects, inconsistencies, or abnormalities in products, helping to ensure that only high-quality items are released to the market.
By automating the inspection process, these systems reduce the risk of human error and enhance the precision of defect identification. This results in reduced product recalls, increased customer satisfaction, and strengthened brand reputation.
Enhanced efficiency in production processes
Another advantage is enhanced efficiency in production processes. Integrating machine vision eliminates the need for manual inspections, which are often time-consuming and prone to errors. These automated systems provide real-time inspection, enabling swift identification of defects during the production cycle.
By detecting issues early on, manufacturers can take immediate corrective action, preventing wastage of materials, reducing errors, and optimizing throughput. This leads to increased productivity, reduced downtime, and overall cost savings.
Valuable data insights
Moreover, machine vision integration offers valuable data insights. These systems capture extensive data during the inspection process, providing manufacturers with valuable insights into production trends, quality metrics, and potential areas for improvement. By leveraging this data, businesses can make informed decisions to optimize processes, streamline operations, and drive continuous improvement.
Choosing the Right Vision Systems Integrator
Choosing the right integrator is crucial to ensure a successful implementation and seamless integration of these systems into manufacturing processes. Partnering with a reputable and experienced integrator can help businesses maximize the effectiveness, reliability, and return on investment of their machine vision custom solution. Additionally, being recognized as Control Engineering's System Integrator of the Year highlights the integrator's industry expertise and achievements in machine vision solutions.
Expertise and industry knowledge
One essential factor to consider when selecting an integrator is their expertise and industry knowledge. The integrator should have a deep understanding of vision inspection technology, including cameras, lighting, software, and other components. Their knowledge should extend to different industry applications, ensuring that they can provide tailored vision inspection systems integrator solutions, that meet specific business needs.
Integrator's track record and reputation
Additionally, evaluating the integrator's track record of success and reputation is vital. An experienced integrator will have a portfolio of successful projects and satisfied clients. Reading customer testimonials, case studies, and reviews of past projects can provide insights into the integrator's capabilities, professionalism, and overall customer satisfaction.
Comprehensive services
Furthermore, the integrator should offer comprehensive services, including system design, installation, testing, training, and ongoing support. Seamless vision integration requires a multidisciplinary approach, and the integrator should have a team of skilled professionals capable of handling every aspect of the project. Ongoing technical support and maintenance services are also crucial to ensuring optimal performance and longevity of the machine vision.
Considering the former control engineering's system integrator's ability to adapt and scale the system as business needs evolve, control engineering's system integrator is equally important. A flexible integrator will be able to accommodate changing production requirements, implement upgrades, and provide software updates to keep the system up-to-date.
"Get in touch
Fill out the form below to get in touch with our team.