
Vision industrielle directe
Les technologies directes de vision industrielle sont devenues des outils essentiels dans diverses industries, stimulant l'innovation et transformant le paysage de la production et de l'automatisation. En fusionnant du matériel avancé, des algorithmes logiciels et des techniques de traitement d'images, la vision industrielle facilite une extraction précise des données à partir d'images et de vidéos. Leur application couvre le contrôle qualité, la reconnaissance d'objets et l'optimisation des processus dans divers secteurs industriels.

Caractéristiques de Machine Vision direct
Contrôle qualité
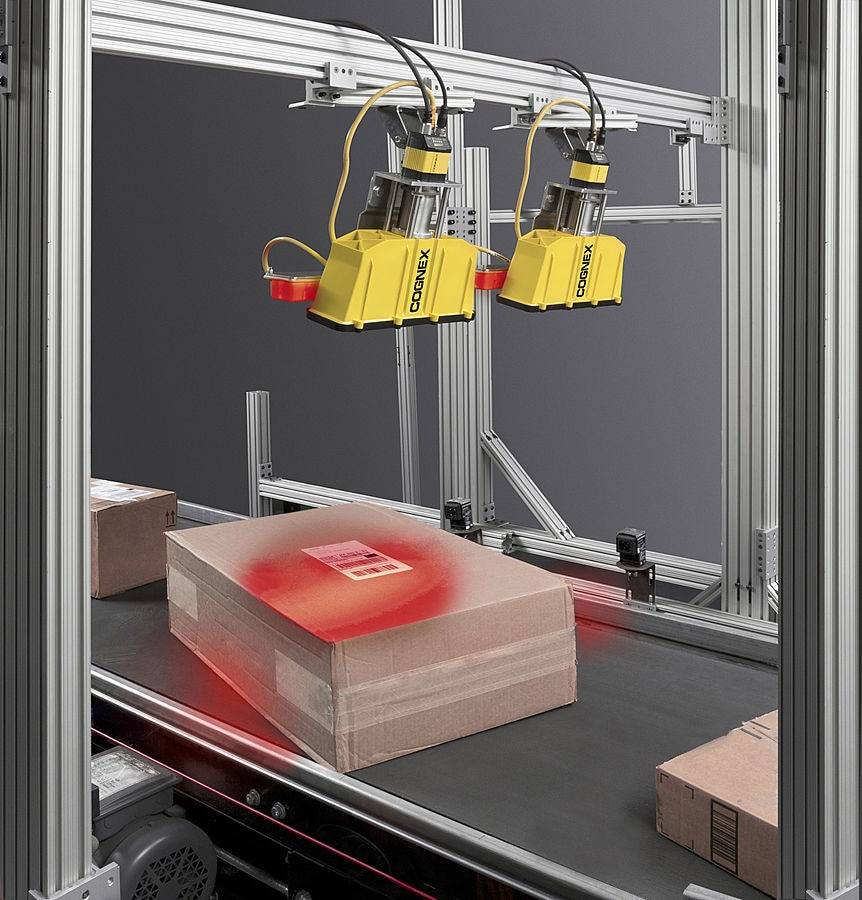
La mise en œuvre de la vision industrielle directe pour le contrôle qualité améliore considérablement la qualité du produit en identifiant avec précision même les défauts les plus infimes. Ces systèmes classent les défauts en fonction de critères prédéfinis et offrent aux fabricants des informations permettant d'améliorer les processus.
De plus, ses lumières de vision intelligentes peuvent automatiser le rejet. des mécanismes pour éliminer rapidement les produits d'éclairage défectueux de l'atelier d'éclairage ou de la chaîne de production, renforçant ainsi la satisfaction du client et réduisant les dépenses de retouche.
Précision et efficacité
La comparaison de la vision industrielle à la vision humaine souligne les forces et les limites distinctes de chacune. La vision industrielle excelle en termes de précision et d’efficacité, traitant les données rapidement et de manière cohérente. À l’inverse, la vision humaine parfaite éclipse les laboratoires de vision industrielle intelligents, car ils comprennent les détails nuancés, les informations contextuelles et les concepts abstraits. Même si les machines nécessitent une programmation pour tenir compte de divers scénarios, l'adaptabilité humaine reste inégalée.
Algorithmes d'apprentissage profond
L'intelligence artificielle a révolutionné les systèmes directs de vision industrielle, permettant une analyse d'image sophistiquée, une reconnaissance d'objets et un apprentissage adaptatif. Les algorithmes d'apprentissage profond permettent la reconnaissance de formes et la détection d'anomalies, conduisant ainsi aux progrès des véhicules autonomes, des systèmes de sécurité et de la robotique. L'IA favorise l'apprentissage continu, affinant les performances au fil du temps pour une productivité plus élevée.
Reconnaissance d'objets avec des lumières de vision intelligentes
Grâce à ses lumières de vision intelligentes, il peut reconnaître les objets, une tâche essentielle de la vision industrielle, et utilise diverses techniques telles que le traitement d'images, la correspondance de motifs et l'apprentissage automatique. Ces systèmes optiques du Midwest, avec leur immersion liquide prolongée avec éclairage frontal, effet de rétroéclairage et prix économique, facilitent l'identification et la classification précises des objets, permettant l'automatisation, le contrôle qualité et la prise de décision éclairée dans une variété d'industries.
Implémentation des technologies directes de vision industrielle dans la fabrication
Robotique guidée par vision
L'intégration directe de la vision industrielle dans la robotique améliore l'efficacité et l'automatisation, permettant aux robots de prendre des décisions éclairées dans des environnements dynamiques. Robotique guidée par la vision, les systèmes optiques du Midwest excellent dans diverses tâches telles que les opérations de prélèvement et de placement et les inspections de contrôle qualité. Les robots collaboratifs, ou cobots, tirant parti de la vision industrielle directe, facilitent une collaboration homme-robot sécurisée. La navigation basée sur la vision permet un mouvement autonome, en particulier dans la logistique et l'entreposage.
Algorithmes et traitement d'images
Les algorithmes directs de vision industrielle, essentiels dans le laboratoire de vision industrielle, englobent des techniques telles que la détection des contours, la segmentation, l'extraction de caractéristiques, le suivi d'objets et la classification. Ces systèmes optiques du Midwest, associés aux techniques de traitement d'image et aux lampes de vision intelligentes, aident les ingénieurs à répondre positivement, à optimiser et à améliorer l'analyse des données visuelles, et à fournir des applications améliorées dans les domaines du contrôle qualité, de la robotique et de l'imagerie médicale.

Vision industrielle directe dans diverses industriesSoins de santé
Dans le secteur de la santé secteur, ces systèmes optiques du Midwest jouent un rôle central dans l’imagerie médicale, les diagnostics et les soins aux patients. Il améliore la détection des maladies, facilite la planification du traitement et facilite le diagnostic à distance, révolutionnant ainsi l'accès aux soins de santé dans les zones reculées. De plus, la vision industrielle contribue aux soins des patients en surveillant les signes vitaux et en améliorant les mesures de sécurité.
Fabrication
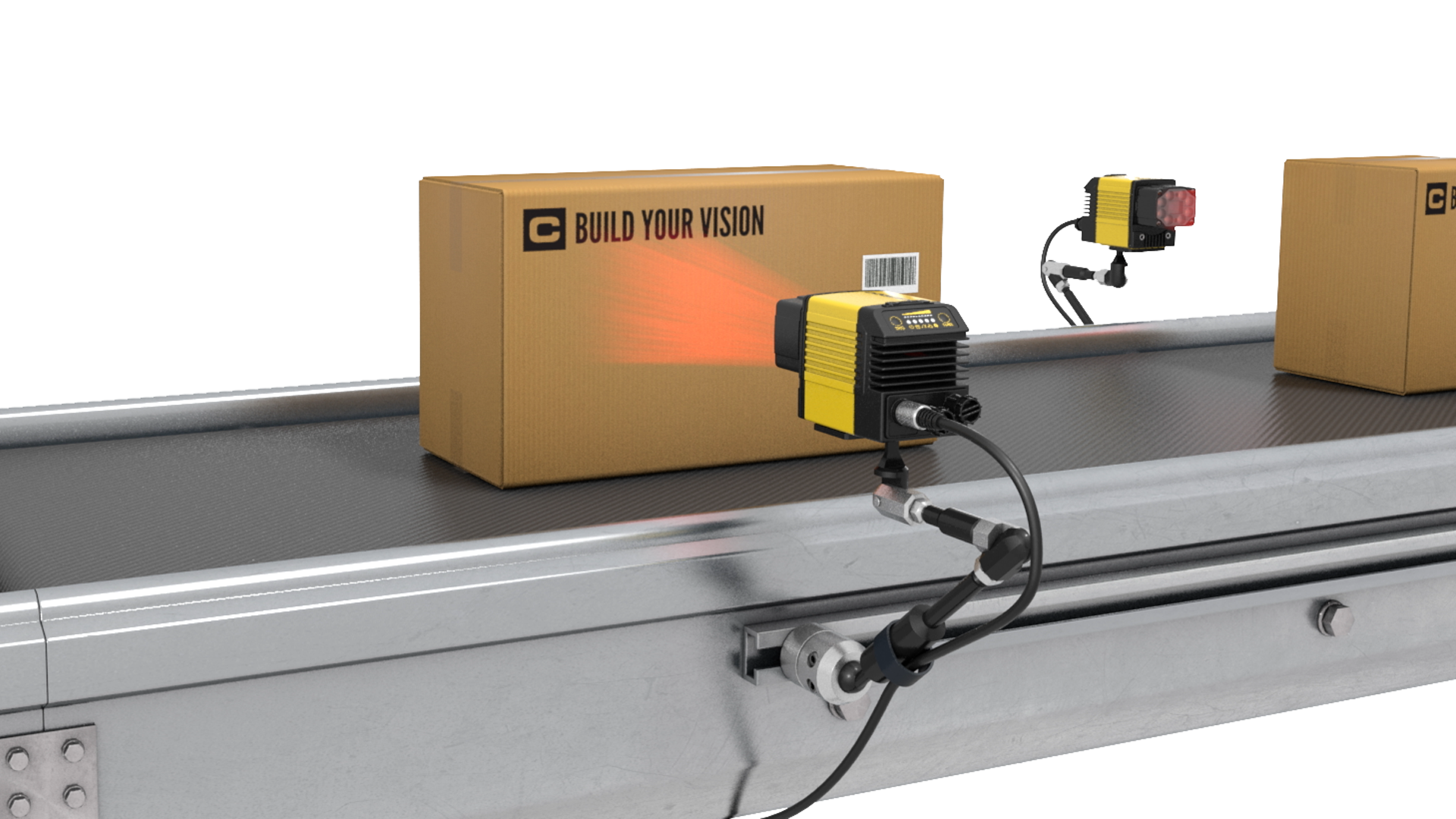
L'industrie manufacturière s'appuie directement sur la vision industrielle pour le contrôle qualité, la détection des défauts et les mesures de précision dans les processus de production. Il est utilisé dans des secteurs tels que la fabrication automobile, électronique et de biens de consommation.
Dispositifs pharmaceutiques et médicaux
Dans la fabrication pharmaceutique, la vision industrielle est cruciale pour garantir la qualité et l'intégrité des produits médicaux, notamment les pilules, les emballages et les dispositifs médicaux. Il aide à détecter les défauts et vérifie l'exactitude de l'étiquetage et de l'emballage.
Aliments et boissons
La vision industrielle joue un rôle important dans l'industrie agroalimentaire pour l'inspection qualité, le tri et l'emballage. Il garantit la sécurité alimentaire, vérifie la présence de contaminants dans les articles et aide à créer et à maintenir la cohérence du produit.
Étude de cas sur l'amélioration du contrôle qualité dans la fabrication électronique
Un important fabricant d'électronique avait des difficultés avec le contrôle qualité dans son atelier d'assemblage de lignes téléphoniques. Le défi consistait à inspecter et vérifier avec précision les petits composants, filtres et points de soudure, essentiels au fonctionnement de leurs produits.
Le processus d'inspection manuelle prenait beaucoup de temps et était sujet aux erreurs humaines, ce qui entraînait un taux inacceptable de produits défectueux. L'entreprise avait besoin d'une solution légère capable d'automatiser le processus d'inspection et de le fournir avec une précision et une fiabilité élevées, de la meilleure façon possible. Ils souhaitaient trouver, choisir et contacter un distributeur agréé en fonction de leurs capacités. Ils ont trouvé et contacté Mécatronique Solutions, ils avaient besoin de solutions d'éclairage résistantes.
Avec ses lumières de vision intelligentes, le système de vision à rétroéclairage avancé de Machine Vision Direct a été acheté, conçu et mis en œuvre dans la chaîne de production. Le mécanisme comprenait des caméras haute résolution et un logiciel sophistiqué capable de détecter et de filtrer même les défauts infimes des composants et des soudures.
L'introduction de La technologie de Machine Vision Direct a conduit à une amélioration spectaculaire du processus de contrôle qualité. Le mécanisme automatisé des systèmes optiques du Midwest a pu inspecter les composants à un rythme beaucoup plus rapide que les méthodes manuelles, augmentant ainsi considérablement le débit. Plus important encore, la précision des inspections directes par vision industrielle s'est améliorée, ce qui a entraîné une réduction substantielle du taux de défauts. Cela a non seulement permis d'économiser les coûts associés aux retouches, aux kits de filtres et aux retours, mais a également amélioré la réputation de qualité de l'entreprise sur le marché.
Les données collectées par le mécanisme des lumières de vision intelligentes ont fourni des informations précieuses sur le processus de fabrication des lampes, permettant une optimisation et une optimisation plus poussées. améliorations de l’efficacité. L'entreprise a également pu mieux se conformer aux normes et réglementations de l'industrie grâce aux dossiers d'inspection détaillés conservés par le système, y compris les lumières de vision intelligentes.